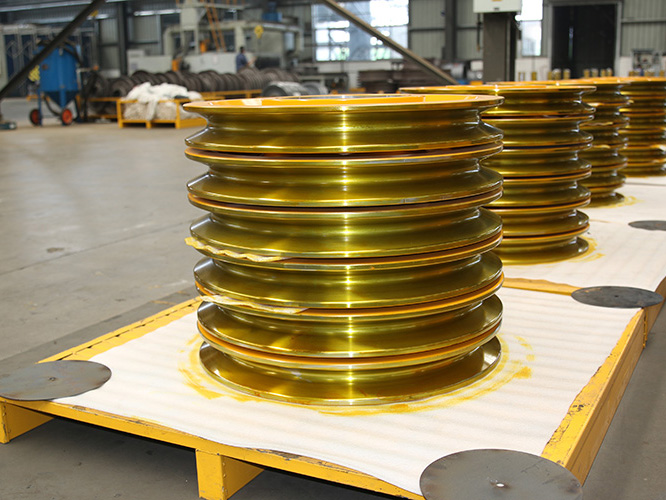
Kraftige remskiver for kraner (også kalt tunge remskiver eller høye tamser) er remskivenheten designet for tunge belastninger, høye frekvenser og tøffe arbeidsforhold. De brukes vanligvis til å løfte utstyr innen metallurgi, havner, gruver og storstilt ingeniørmaskiner. Resultategenskapene gjenspeiles hovedsakelig i høy styrke, høy slitestyrke og høy pålitelighet for å oppfylle kravene til kraftige arbeidssystemer (for eksempel M6M8).
Høy bærende kapasitet
Høy materialstyrke: legeringsstål (for eksempel 42crmo, 35Crmo) eller spesielt støpejern brukes, og slukking og temperering av varmebehandling utføres for å forbedre strekkfastheten og utmattet levetid.
Lang diameter Design: Remskive diameter er vanligvis ≥ Faktor: En sikkerhetsfaktor på ≥5 ganger brukes i designen for å sikre sikkerhet under ekstreme belastninger.
Bruk motstand og lang levetid
Remskive-herdingsbehandling: Høyfrekvensslukking, forgassende slukking eller overflatebehoving slitasje lag (for eksempel høy kromlegering) brukes til å forbedre taubrennhardheten (HRC5060) og redusere slitasje av ledet tau. deformasjon.
special belegg: i etsende miljøer (for eksempel havner og kjemikalier), galvanisert, rustfritt stål eller nylonbelegg brukes til å forbedre korrosjonsmotstanden.
Lav friksjon og høy effektivitet
Lagre av høy kvalitet: Rullelager (for eksempel sfæriske rullelager) brukes, med lav friksjonskoeffisient og effektivitet på mer enn 95%(glidelager er bare 85%-90%) .
smøring Optimalisering: Utstyrt med automatisk smøresystem eller langvarig fold (som litiumbasert fold) Maskinering + polering for å redusere den glidende friksjonen til trådtauet.
Strukturell optimalisering
Dobbeltplatestruktur: Forbedre remskiven for å forhindre deformasjon (anvendelig for store tonnage-kraner) .
Anti-Spor Design: Installer en tau stopper eller taupress for å forhindre at ledningstauet sklir ut av sporet (som obligatorisk krav til metallurgical cranes) .
/
//roove. Forsikre deg om at trådtauene på begge sider er balanserte og unngå eksentrisk belastning.
Vedlikehold og inspeksjon
Regelmessig inspeksjon: Monitor remskivespor (dybde ≤10% tau diameter), bæreavstand, sprekker, etc.
non-destruktiv testing: bruk magnetisk partikkeltesting (mt) eller ultrasonisk testing, ut) for å sikre at det ikke er noen interne feil erstattet.